





شركة ZHEJIANG BHS JOURNAL BEARING CO. ، LTD. يقع في منطقة FengXian في شنغهاي ، شركة بريت "BHS" ، هي شركة محترفةl إمالة مصنعي محامل الدفع وسادة و مصنع محامل الوسادة المائلة...

تعتبر النظافة والأسطح الخالية من النتوءات أمرًا حيويًا للأداء السليم لـ تحمل . قم بإزالة أي نتوءات أو حواف مرتفعة على وجوه الوسادة باستخدام مكشطة. قم بإزالة أي نتوءات خفيفة أو صدأ ناعم على الياقة بحجر زيت ناعم. سيتطلب الصدأ أو الكدمات العميقة إعادة الصقل.
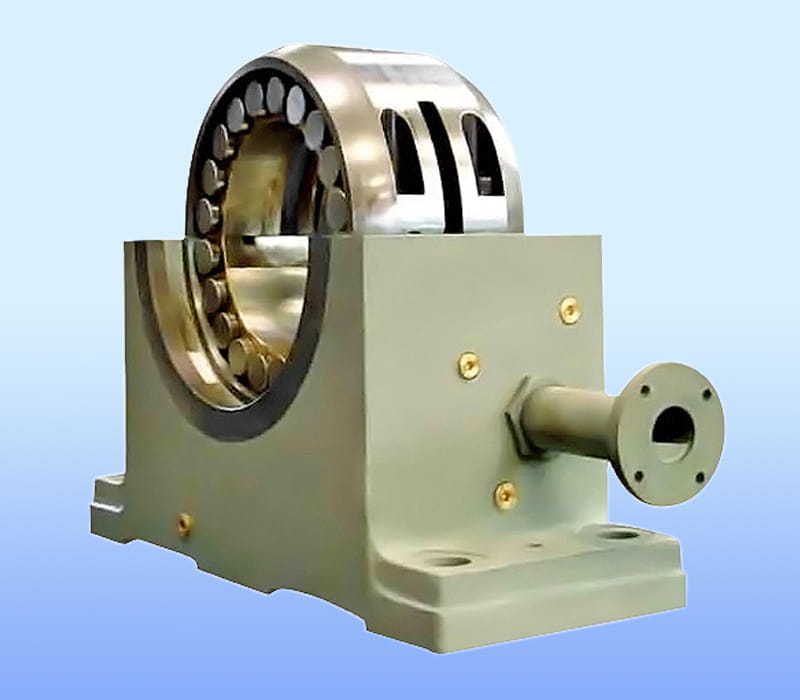
قبل تركيب مجموعة المحمل ، افحص تجويف المحمل والغطاء للتحقق من النظافة.
قم بإزالة أي حطام أو أوساخ من منطقة المجلة ، وملاءمة المحمل ومناطق حوض الزيت في علبة المحمل. يجب تثبيت الدوار في مكانه بواسطة رافعة يدوية.
قم بتغطية المجلة والمحمل المناسب في النصف السفلي من العلبة بالزيت أو STP. ضع النصف السفلي من غلاف المحمل أعلى المجلة. تحقق من محاذاة فتحة إمداد الزيت في العلبة مع موضع إمداد الزيت في غلاف المحمل. قم بمحاذاة ملاءمة المحمل في العلبة مع الهيكل الخارجي O.D. ولف المحمل في النصف السفلي من العلبة.
قد يكون من الضروري رفع الدوار قليلاً للسماح لغطاء المحمل بالتدحرج بسهولة. راقب موضع أسلاك الرصاص لمستشعر درجة الحرارة عند التدحرج في المحمل للتأكد من أن السلك غير مجعد أو ملتوي.
مع المحمل الموجود في النصف السفلي من علبة المحمل ، استخدم مطرقة رأس مطاطية لمحاذاة انقسام غلاف المحمل مع انقسام السكن. يجب محاذاة جانبي المحمل بشكل مسطح مع العلبة ، وبمجرد أن تكون الخطوط المنقسمة للمحمل في العلبة صحيحة ، قم بخفض العمود على المحمل.
تحقق من أن المسامير المانعة للدوران في النصف السفلي لغلاف المحمل محاذاة مع فتحات المسند في النصف العلوي للقذيفة. قم بخفض النصف العلوي من المحمل إلى النصف السفلي برفق. تحقق من عدم وجود أي مسافة بين نصفي المحمل. لا تحاول إحكام ربط مسامير خط الفصل إذا لم يكن النصفان متدفقين. تحقق من سبب المواجهة وقم بتصحيحه. قم بتركيب براغي خط المحمل المنفصل وشدها بإحكام.
يوصى بإجراء فحص سحق للتحقق من المحمل المناسب لحالة الملاءمة. مكان الحشوات
.005 "/. 010" بامتداد خط تقسيم العلبة على جانبي كل موقع مسمار. ضع شريطًا من اللدائن أو سلك الرصاص موازٍ لمحور الماكينة في الجزء العلوي من غلاف المحمل. مواصفات التصميم القياسية لسحق غلاف المحمل هي تداخل من معدن إلى معدن حتى .002 ". يجب اختيار اللصق بحيث يقع سمك الحشوات في خط تقسيم العلبة في منتصف نطاق اللصق.
قم بتركيب غطاء المحمل أو الشريط وأحكم ربط جميع مسامير الخط المنفصل. بعد تثبيت كوب المحمل ، قم بإزالة الغطاء وفحص اللصق. يجب أن يشير اللوح الخشبي إلى سمك يساوي أو أقل من سماكة الرقاقة المستخدمة في خط الانقسام. مقدار التداخل يساوي الفرق بين الخلوص المحدد وسماكة الرقاقة.
بمجرد تأكيد السحق المناسب ، يجب فحص خلوص المحمل. ضع قاعدة مؤشري قرص على جزء من الماكينة غير متأثر بحركة الدوار أو المحمل ، مثل المفصل الأفقي لحالة المحمل. ضع أحد أقلام المؤشر فوق العمود بالقرب من المحمل. من المهم أن يتم وضع هذا القلم في المركز الميت العلوي للعمود للحصول على قراءة دقيقة. ضع قلم المؤشر الآخر أعلى غلاف المحمل. ارفع الدوار ببطء مع ملاحظة ارتفاع العمود على المؤشر المناسب. احرص على عدم رفع الدوار إلى عائق داخلي. لا ترفع الدوار أكثر من ضعف الخلوص المحدد.
انتبه إلى المؤشر الموجود على المحمل حيث يتم رفع العمود ببطء. بمجرد رفع المحمل ، كما هو موضح بواسطة مؤشر القرص ، توقف عن رفع العمود. المصعد هو الفرق بين قراءات المؤشرين. لاحظ أن الرفع مع محامل الوسادة المائلة سيكون دائمًا أكثر من الخلوص الفعلي لمجموعة المحمل بسبب حركة العمود بين الوسادات. اضرب خلوص الرفع المحدد بالقيم التالية ، اعتمادًا على تكوين المحمل:
| تكوين المحمل | عامل تصحيح فحص الرفع |
| 3 وسادة | .667 |
| 4 وسادة | .707 |
| 5 وسادة | .894 |
| 6 وسادة | 1 |
بعد التحقق من الخلوص ، قم بتثبيت غطاء المحمل وشد مسامير خط الانقسام على المحمل.
شركة ZHEJIANG BHS JOURNAL BEARING CO. ، LTD. يقع في منطقة FengXian في شنغهاي ، شركة بريت "BHS" ، هي شركة محترفةl إمالة مصنعي محامل الدفع وسادة و مصنع محامل الوسادة المائلة...
حقوق النشر © 2017 شركة ZHEJIANG BHS JOURNAL BEARING CO. ، LTD. جميع الحقوق محفوظة. الصين إمالة مجلة محامل الوسادة مصنعين
